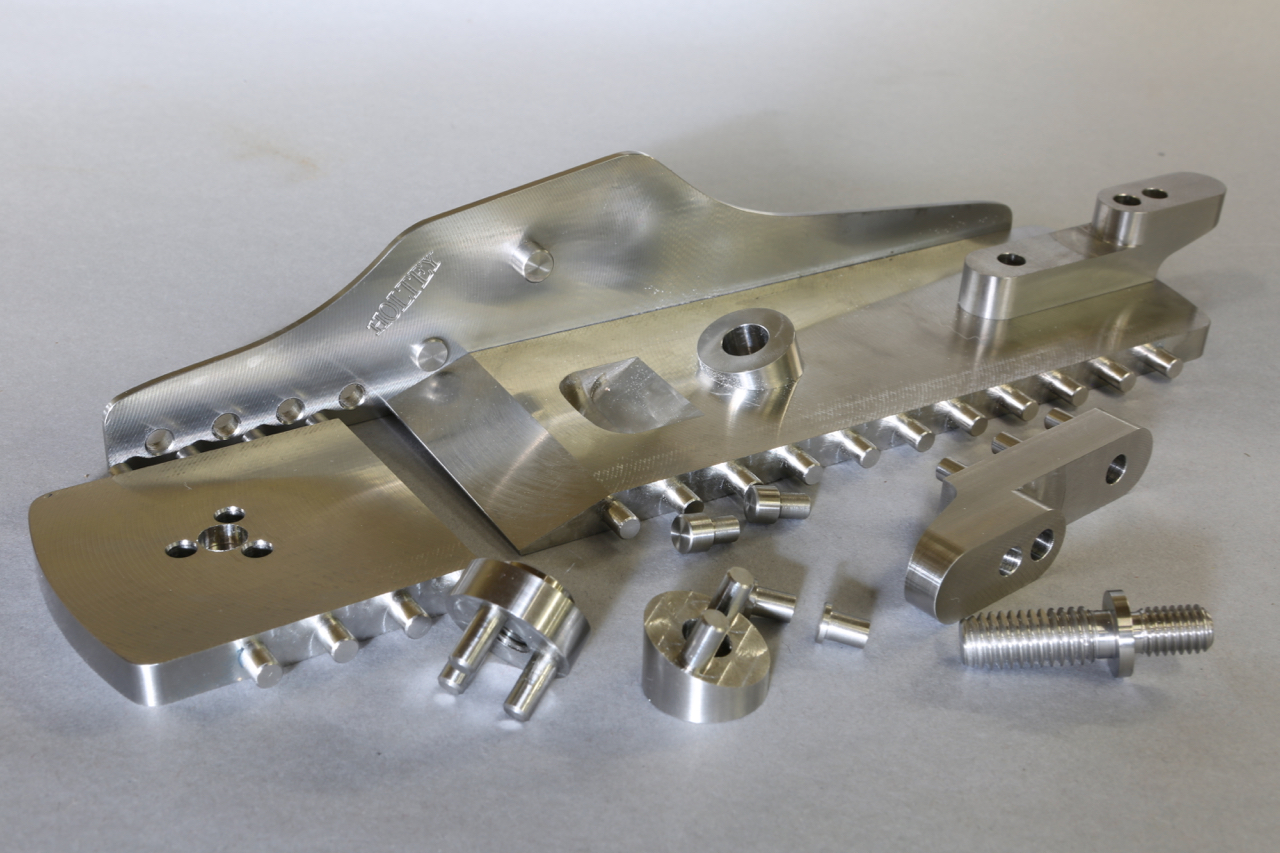
Unable to sleep last night as often happens, memories were going round my head. I have been asked by violin makers if I would make a set of finger planes. I have said yes several times, but it has just gone in the pile of promises. It is interesting to know if there is enough interest in these planes. The one photographed here would serve as a template, allowing for design adjustments for size. It would be my idea to start small and work my way up the scale over a period of time to allow for people to recover from the price. There are plenty of these planes out there but I haven’t seen any quality ones. This ESE captured my attention.