Another plane which will be a future rarity. Just a one off as all future projects will be.

Another plane which will be a future rarity. Just a one off as all future projects will be.
This is the last chance to take this kind of picture before I assemble the planes. I cannot possible imagine anyone else ever going down this route. As with all my planes it has to be better than the one that proceeded it. This is the last 10 I am assembling. To quote a maxim – when they’re gone they’re gone.

Stainless steel bolts for the No 985. 250 of them. All handmade. Never want to see one again. I would be embarrassed to say how long they took. It is important that they were made to a high precision, but will be hidden when the work is finished.
There are only a small number of these planes unsold



This is unusual for me because I think showing off shavings could be a little sad. Not many people tell you the wood they are using but here I have planed a very wild piece of Boxwood out of the scrap bin. As you can see there is a large knot near the edge so there is a lot of alternating grain. I was pushing off quite a thick shaving at 2 thou with no tear out at all. Then I was able to finish off at 1 thou without revisiting the oil stone. No doubt the enthusiast could improve on this performance as I don’t have the time to play. This is my new blade in stainless – that is all I am saying.


It has been a very long journey but at last the planes are ready. I have always said that I try to improve over the preceding planes which is always a difficulty and this one clearly does it.


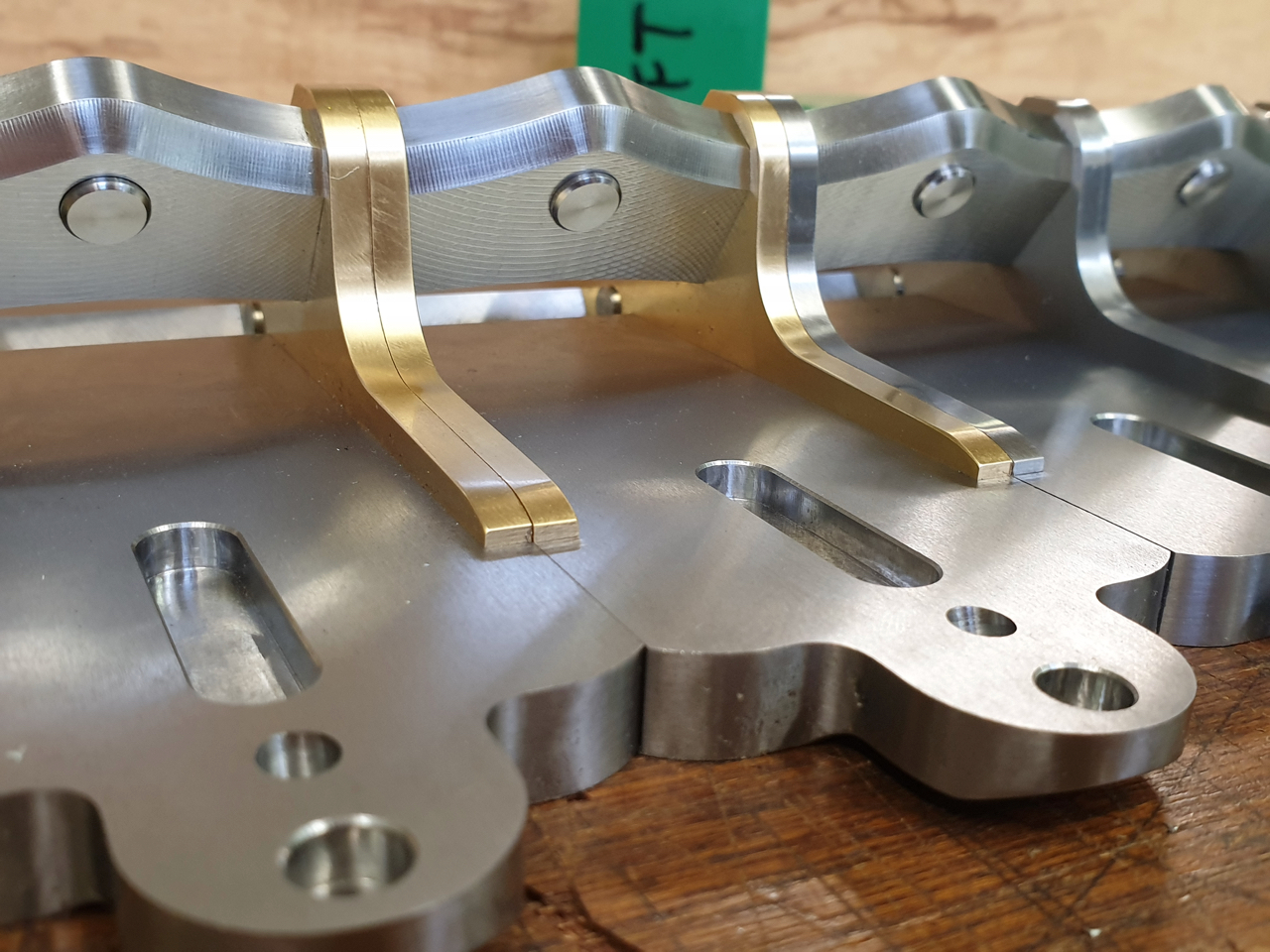
Photos showing the bolts trimmed, milled and surface ground. This plane has probably been the best of all my work and one of the most important factors is the much heavier chassis. I have been able to work to very much tighter milling tolerances, in fact well under 1 thou. It has helped on the grinding because I need to take less off – stainless steel is very difficult for grinding and I can only take cuts of .0002″ (that is 2/10 of a thou). The more cuts you take from stainless the harder the material becomes. You also have to be continually wheel dressing even with using a ceramic wheel. This is the real work that I enjoy the most.
The bolts have been thread locked with Loctite 270, so things should be moving along very quickly now.

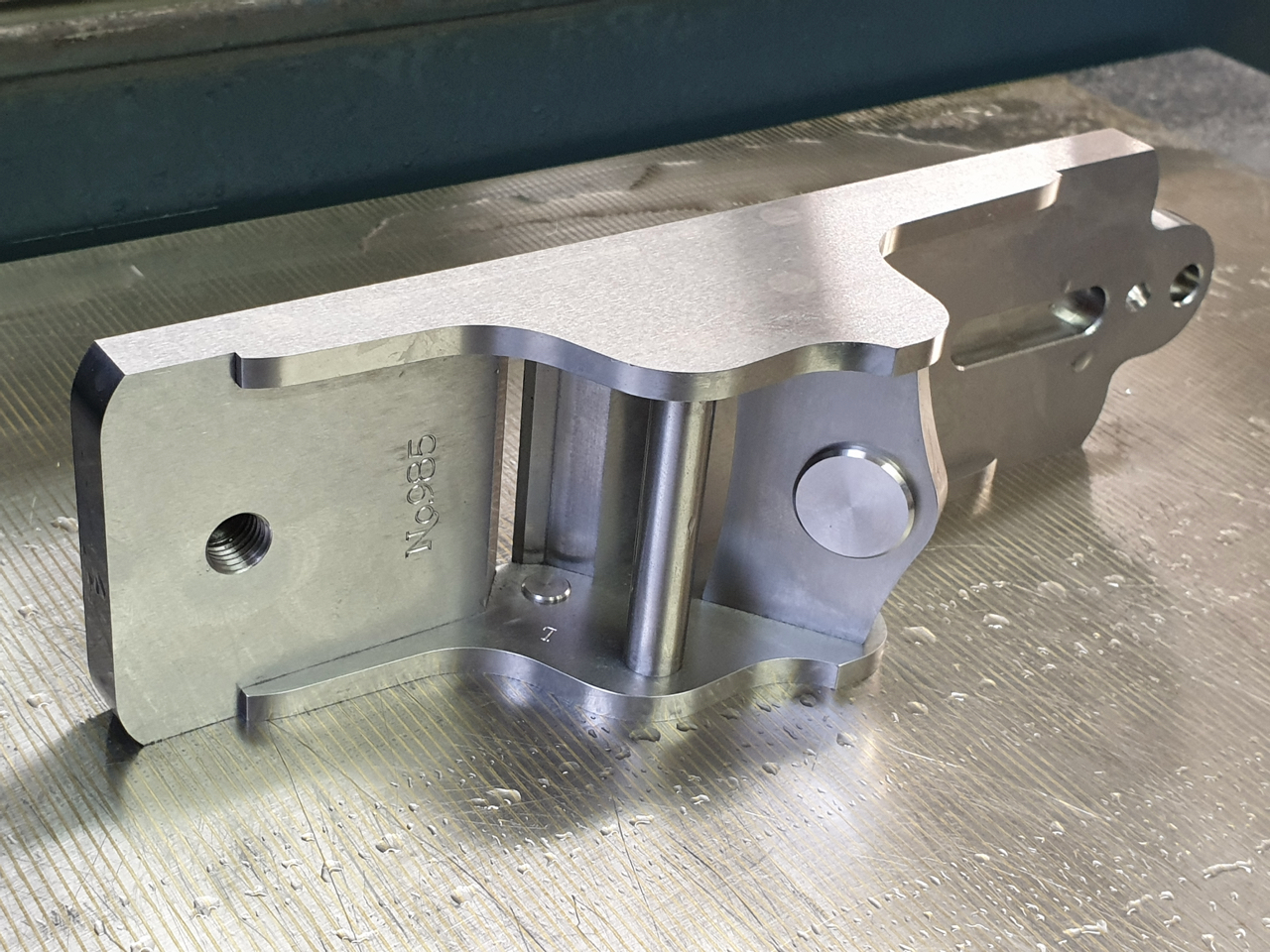
Showing the bottom blade bed modified to stop the blade passing through the mouth.

Just thought I would put this picture up of the No 985 smoother in its chrysalis form, still some work to go but on course to be completed for the end of the month.

Powered by WordPress
