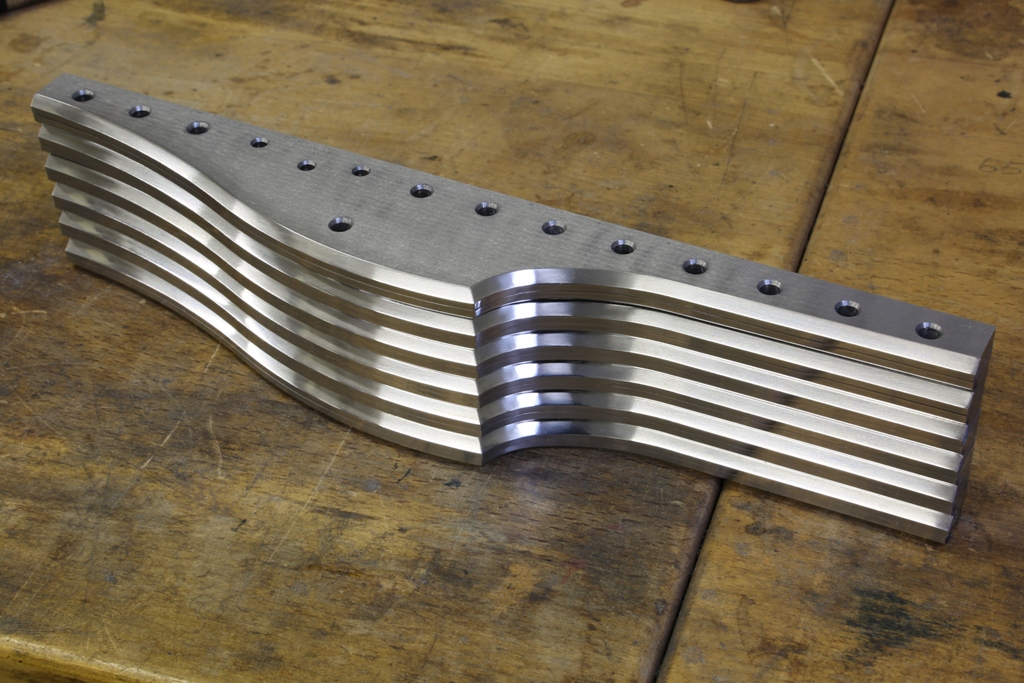
Sorry for the long gap, and probably a few photo opportunities missed. Now on to the bottoms of the No 984.

I had to make many visits to the drawing board to finalise the drilling for the handles, as I felt paranoia was setting in and a lot of double checking and tweaking was needed here. As you can see I have five holes to receive the 5 mm integral rivets for the front bun fixture. It may look a little excessive but I have seen what happens if a plane is dropped and lands on the bun. The original No 98 had three rivets. Four wasn’t right but five just seems to be correct. I always work in odd numbers for some reason. Funnily all office chairs have 5 feet.

For the rear tote I shall use 2 x 6 mm rivets, which are integral to its chair. This is one area that I have thought long and hard on, making this fixture as tough as possible. It is very limited by its parameter of being an open handle. This arrangement will be as strong as you will ever need. In the event of any impact the handle will be the first thing to break – so best not drop it – but it is wood after all. The handle can be replaced. With these two holes I am now committed, the rest of the handle will be tweaked a bit before I start.

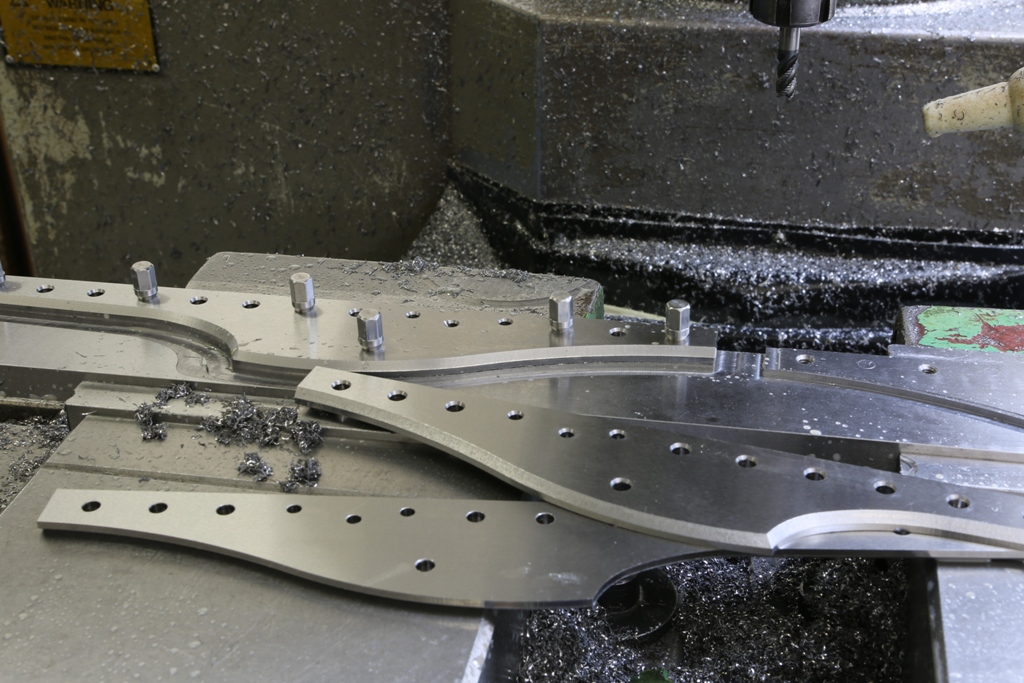
This is my holding arrangement for the integral rivets on the bottom of the plane. This was my second attempt, as I was not confident with the rigidity of the original arrangement. The setting up is where most of the work takes place.

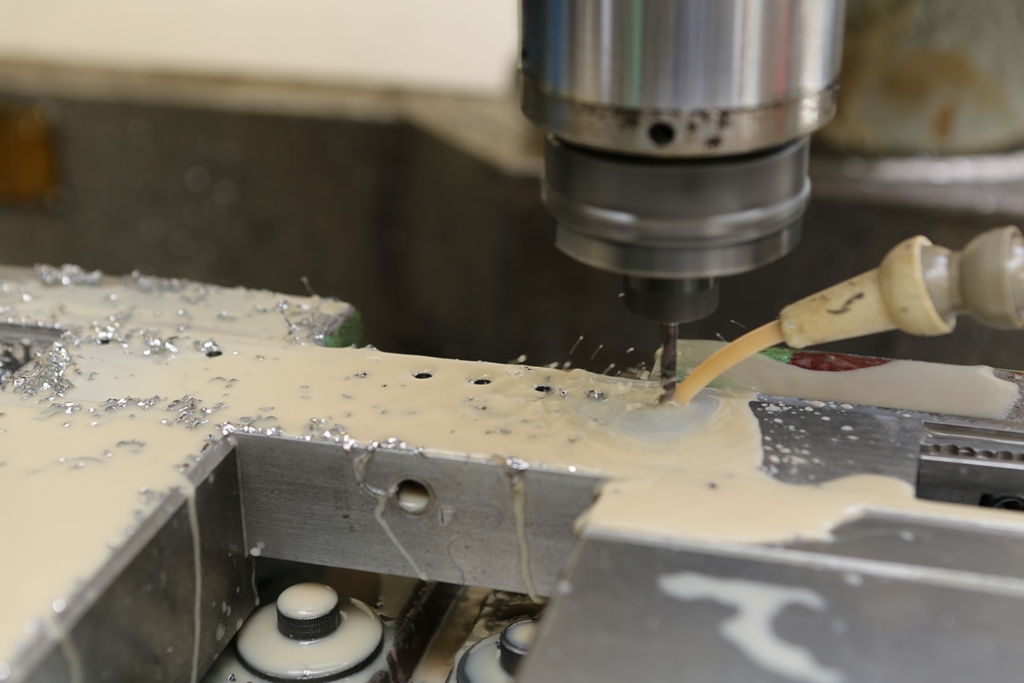
With all my milling and drilling I always use the very best tools available. These rivets are cut full depth in one go to get the most use out of the cutter. This first cut is taken with a ripper which will cut the rivets slightly oversize and then follow up with a finishing tool, which will size and texture the rivets. It takes a lot of trial and error to get the optimum spindle speed and feed rate. The best instruments for this are my eyes and ears. It has taken me a long time to perfect this and these are the last planes just when everything is coming together.

The last operation with the rivets is applying a very small chamfer which helps to prevent any splits forming whilst peining.

The riveting finished.